2 The forming process and main characteristics of boundary notch in cemented carbide cutting tools
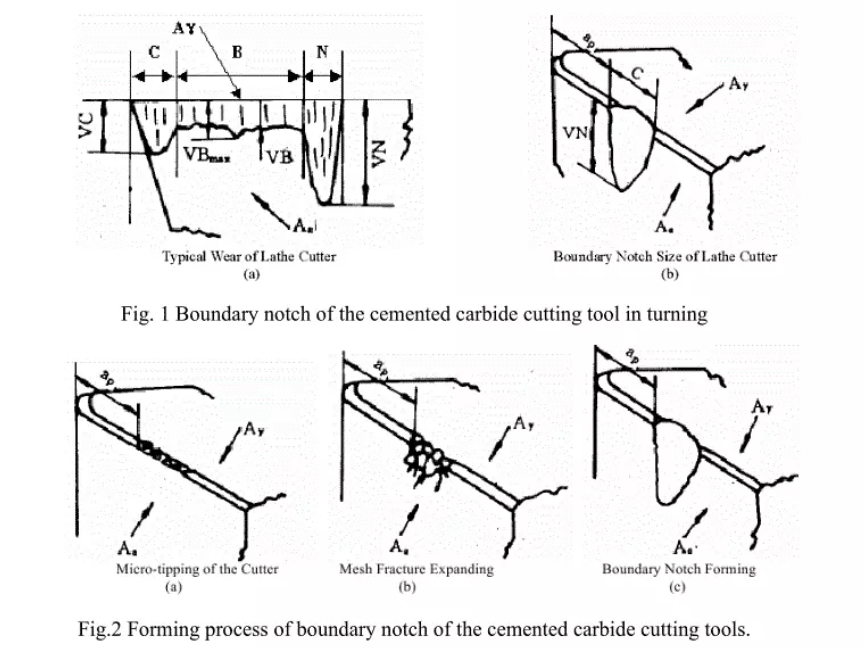
The boundary notch of cemented carbide cutting tools is a wear area,which is?relatively large,resulting from friction between main cutting edge and the surface of?the workpiece as the following Fig.1.Fig.1(a)shows a traditional wearing type of the?flank.The rake face A,and flank face Aa?are also shown.Fig.1 (b)shows the main?dimension of boundary notch of the lathe tool,in which VN represented the height of?boundary notch and C refers to the width.It is apparent that the greater the?dimensions of VN and C are,the greater it destroys the performance of tools and influences the machining quality.
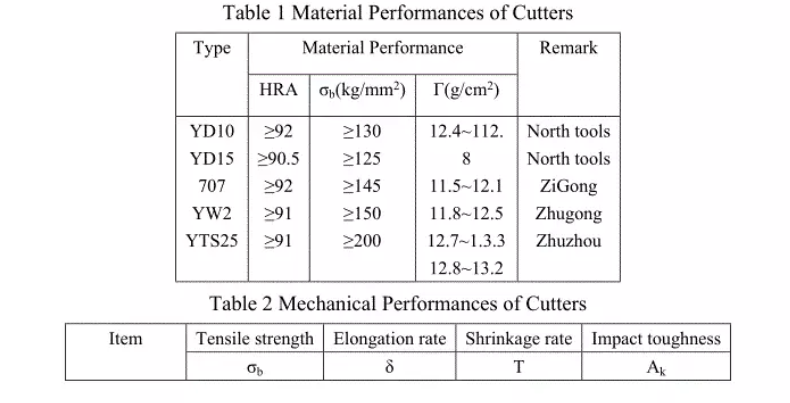
By experiment,the forming process of the boundary?notch can be divided into the?following three steps:firstly,several micro cracks are produced at main cutting edge.Secondly,the mesh fractures are found in the boundary areas and they will spread.
Finally,the piece material will be denuded and the boundary notch is formed.In the?subsequent cutting process,the dimension of the boundary becomes bigger and?bigger.
Fig.2 shows the forming process of boundary notch of the cemented carbide?cutting?tools.
Main factors to influence boundary notch are mechanical performance of the?piece material,the cutter material,and geometry parameter of the cutter.The?following experiments were carried out in order to expound the forming mechanism?and evolution rules of the boundary notch.
3 Experiment conditions and testing measures for assessing boundary notch in cemented carbide cutting tools
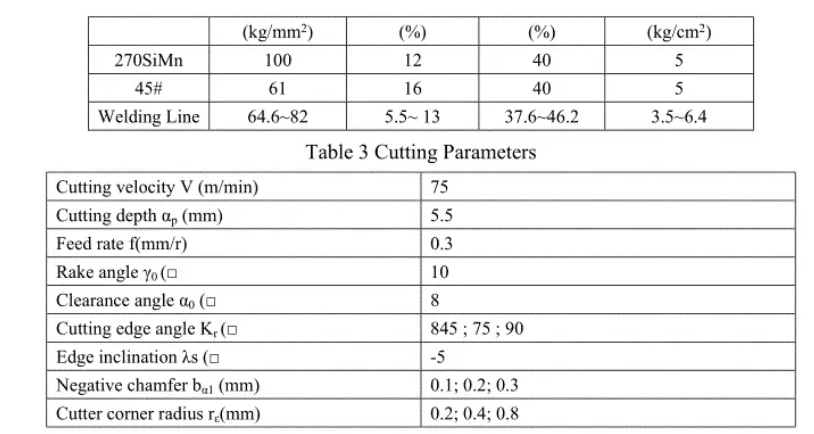
The lathe C6130 and reversible cutting tool are used in the experiment.Five?cutter materials are employed.Main mechanical parameters of cutter material are?shown in Table 1.
The machining piece is the friction-welded line of the single hydraulic pillar.The?width of the welded line is 15mm and the machining allowance is 5.5mm.Besides,the above pillar is welded with 270SiMn and 45#steel.The relatively mechanical?performances of the welded line are shown in Table 2.
Based on manufacturing experience and relative information in China and other?countries about similar machining process,the chosen machining and tool geometry?parameters are shown in Table 3.
The boundary notch dimensions of the cemented carbide cutting tools (boundary?notch height VN and width C are directly attained by tool microscope.In order to?ensure reliability of the results,repeated experiments are carried out.The recurrent?performance is good.
Influences of Cutting angles
Influences of Cutting Edge Angle
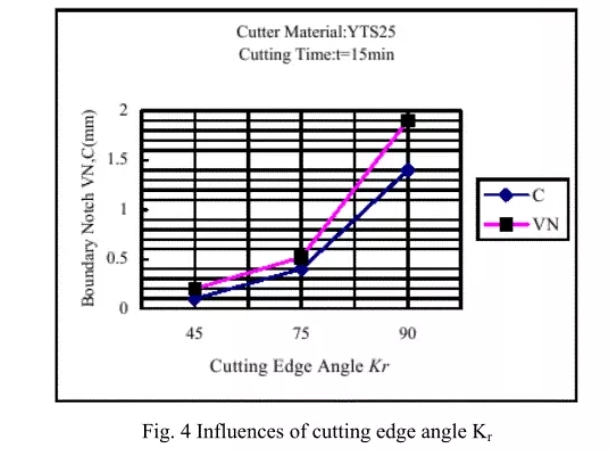
The results of the variety boundary notch are shown as in Fig.4 when the cutting?edge angle is changed.From Fig.4 we can find that,with the lessening of the cutting?edge angle Kr,the dimensions of the boundary notch decrease.The reason is that?with the lessening of the cutting edge angle Kr,the length of the cutting edge that?acts on cutting becomes larger and the average loads on the cutting edge be?come?lighter.
Influences of Cutter Corner Radius r
The results of the variety boundary notch with the cutter corner changing are?shown as Fig.5.The boundary notch dimension decreases with the cutter corner radius?are becoming lesser.The reason is that with the increasing of the cutter corner radius,the impact-resistance performance.

Therefore,under the same cutting conditions,boundary notch dimensions (VN,C)decrease?when the cutter corner radius becomes lesser.
Influences of Negative Chamfer bal in cutting tool
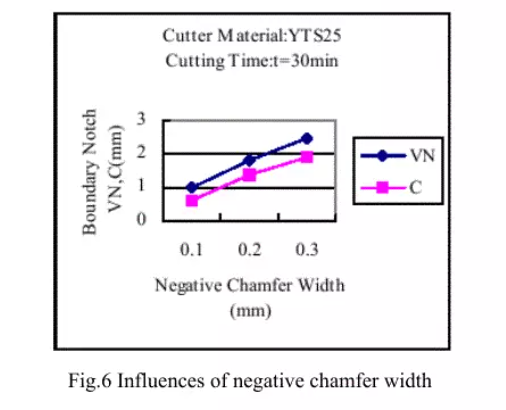
The experiment results of the variety boundary notch are shown as in Fig.6 when?the width of the negative chamfer is changed.The dimension of the boundary notch?will decrease when the width of the negative chamfer ba decreases.Therefore,in?order to resist or decrease the cutter boundary notch,the lesser negative chamfer bal should be chosen.
Deburring Machining Process
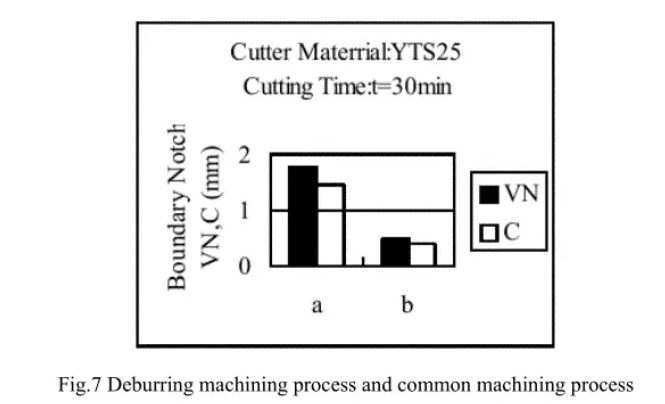
The burrs have some influences on cutter boundary notch in metal machining?process.A deburring cutter is chosen to decrease the adverse influence on cutter.A?different result between deburring machining process and common machining process?is shown as in Fig.7.It can be seen that about 75%of the boundary notch is?decreased.So,burr is a main factor to produce and increase the boundary notch of the?cutter.

結(jié)論
From above experimental research and theoretical analysis,the following?conclusions are attained:
1)Boundary notch of the cutting tool can be expressed by boundary notch height?VN and boundary notch width C.The forming processes of boundary notch can be?divided into three steps:micro-tipping appears firstly;Then,mesh fractures expand;Finally,boundary notch results.
(2)Main factors that influence boundary notch of cemented carbide cutter are?piece material,cutter material and cutter geometry parameters.
(3)Deburring machining process and adjusting cutting tool geometry parameters(to reduce edge angle K,and width of negative chamfer ba,to increase cutter corner?radius re)can be chosen to decrease effectively boundary notch,which ensures the?quality of workpiece and cutting?performances of cutting tool.








