
Characteristics of Stainless Steel Milling
Compared to the machinability of 45# steel, austenitic stainless steel is only 0.4, ferritic stainless steel is only 0.48, and martensitic stainless steel is only 0.55. Among them, the machinability of a mixture of austenite and carbide is even worse.
Severe work hardening of processing stainless steel
Stainless steel undergoes severe work hardening, especially the mixture of austenite and ferrite, where the hardness of the hardened layer is 1.4 to 2.2 times higher than that of the base material, with a strength of R=1470~1960MPa. This type of stainless steel has high plasticity and strengthening coefficient. Moreover, austenite is unstable and easily transforms into martensite under the action of cutting forces.
High cutting forces
Stainless steel has high plasticity, especially austenitic stainless steel, with a elongation rate 2.5 times that of 45# steel. During milling, there is significant plastic deformation, increasing cutting forces, severe work hardening, high thermal strength, and difficulty in chip curling and breakage.
High cutting temperatures
Stainless steel has significant plastic deformation and increased friction, with a relatively low thermal conductivity. Therefore, under the same conditions, the milling temperature of stainless steel is about 200 degrees higher than that of 45# steel.
Difficult chip breaking
When processing stainless steel, chip adhesion and built-up edge formation are common issues. Stainless steel has high plasticity and toughness, making chip breaking during milling difficult. Under high temperature and pressure, the tool is prone to adhesive wear and built-up edge formation.
Tool wear
When machining stainless steel, stainless steel milling cutters should be used because the TiC hard points in stainless steel easily cause severe tool wear. Under high-speed, high-temperature, and high-pressure conditions, cutting and tooling easily experience adhesive wear, diffusion, and crescent-shaped wear.
What milling cutter to use for processing stainless steel?
To process stainless steel, hard alloy materials should be used, selecting tungsten-cobalt alloys with fine or ultra-fine grains containing TaC or NbC. Examples include YG6x, YG813, YW4, YD15, etc. When milling stainless steel, extreme pressure emulsion or sulfurized cutting oil should be used. For hard alloy stainless steel milling cutters, the milling speed should be between 40~60m/min to avoid cutting into the hardened layer, accelerating tool wear. The feed rate should be greater than 0.1mm. Some companies may use high-hardness tools for stainless steel machining, but for common stainless steel materials like 304 and 202, hard alloy tools are sufficient. When machining 316 stainless steel or quenched and tempered stainless steel, in addition to using high-hardness tools, the tool edges should be sharp, preferably using stainless steel-specific tools from reputable brands.
Meetyou Solution
Meetyou’s SUS milling cutter series dedicated to processing stainless steel is of great significance to manufacturers of large batches of stainless steel components. This tool can achieve efficient, low-cost, and safe machining, meeting the requirements of safe and stable machining for flexible production lines.
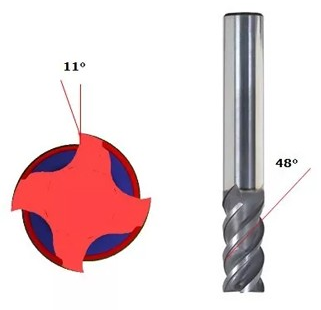
The?coolant channel can effectively cool the cutting area, thereby achieving a longer tool life. The tool has specially designed chip grooves, a cutting edge angle of 11°, and a helix angle of 48°, enabling swift cutting with lower cutting forces, thereby reducing the risk during stainless steel cutting, especially for highly ductile austenitic stainless steel, greatly improving the safety of the cutting process. The double-thick core design reduces the risk of cutting vibration for stainless steel machining, with the maximum core thickness reaching 70%, ensuring excellent rigidity of such tools, making them perform stably when cutting stainless steel.
The design with unequal pitch significantly reduces the risk of vibration, and the polished coating makes chip removal easier, greatly reducing the risk of iron chip entanglement during stainless steel processing.
Processing Stainless steel Case
Workpiece: Pump Impeller
Material: 1.4435 Austenitic Stainless Steel
Processing Parameters: Vc = 70 m/min, fz = 0.04 mm, ap = 11mm, ae = 12 mm Metal Removal Rate Q = 40 cm3/min
Conclusion: The tool life reaches 289 mins before normal wear.

Stainless Steel Machining Recommendations
1.The cutting depth should be greater than the thickness of the surface hardened layer (milling should be performed in the climb milling direction rather than conventional milling).
2.Try to limit and reduce the generation and accumulation of cutting heat (coolant must be sprayed in the correct position and be sufficient, and using larger chip cross-sectional areas or average chip thicknesses can carry away as much cutting heat as possible through the chips).
3.The average chip thickness is very important. During milling, pay attention to the correct tool position, ensure that the cutting-out point has at least 10% overrun, and the average chip thickness should be greater than the width of the cutting edge, avoiding zero feed values and using helical interpolation instead of drilling, etc.
4.Try to use larger-sized inserts to improve insert heat capacity and lifespan.
5.When small cutting depths are unavoidable, appropriately increase the cutting line speed to ensure a certain amount of cutting heat and prevent chip lumps from appearing (pay attention to the application of theories and methods such as average chip thickness and speed factor adjustment optimization parameters during side milling).








